A colouring forehearth is a favourable method for the production of coloured glass without having to change the colour in the entire furnace. The advantages are having two colours simultaneously and the possibility of a temporary colouring process. Thus, the flexibility of the glass melting furnace can be increased and several different colours can be produced from one furnace.
For many years HORN® has successfully designed colouring forehearths according to the specific requirements of glass manufacturers.
Many colouring forehearths for varying glass applications such as container glass, tableware or sheet glass have been installed worldwide. All colouring forehearths can be provided together with refractory material, combustion system and control equipment.
Colouring agents (colouring product) are used for the colouring process. Copper, chrome, nickel, selenium, cobalt and other elements can be used to produce a wide range of colours. Various combinations of these elements enable an even larger palette of colours.
All forehearths are individually designed depending on the colours required, the tonnage and the conditions on-site. All forehearths generally consist of a heating-up zone, a melting zone, a stirrer zone, a cooling zone and an equalising zone.
HORN® forehearths can process various types of glass, e.g. cosmetics glass, crystal glass, tableware, container glass and figured glass.
There is a wide range of colours that can be used in forehearths, such as black, grey, smoke, blue, purple, violet, pink, bordeaux or green, including different types of green such as antique green, emerald green or dead leaf green.
The channel blocks in the heating-up, melting and stirrer zones are usually made of fused cast AZS (Aluminium-Zircon-Silicate). Cooling and equalising section channels can be provided as fused cast AZS, alpha / beta alumina or bonded zircon mullite.
Superstructure material in the heating-up and stirrer zone is made of special bonded alumo-zirconoxide refractory material (zircon mullite) with high density and low porosity in order to reduce corrosion due to the high temperature and aggressive evaporations from the colouring agent. The refractory superstructure in the cooling and equalising zones features a special design for optimal cooling and heating efficiency and is made of high alumina materials. Ultramodern insulation materials are used for all zones to achieve extremely low heat loss values in order to reduce fuel consumption and improve the thermal homogeneity of the glass.



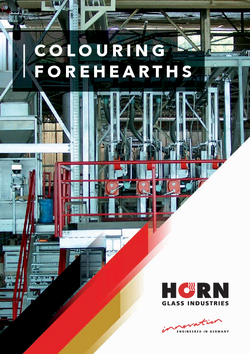
The glass melt needs to enter the melting zone at a temperature between 1260 °C and 1320 °C. For this reason, it might be necessary to provide a heating-up zone in front of the melting zone. A dosing device and water-cooled feeding tubes are installed at the start in order to feed the colouring agents onto the glass surface. The combustion system is intensified by means of two burner rows at each side along the melting zone to compensate for the heat loss of the water-cooled feeding tubes.
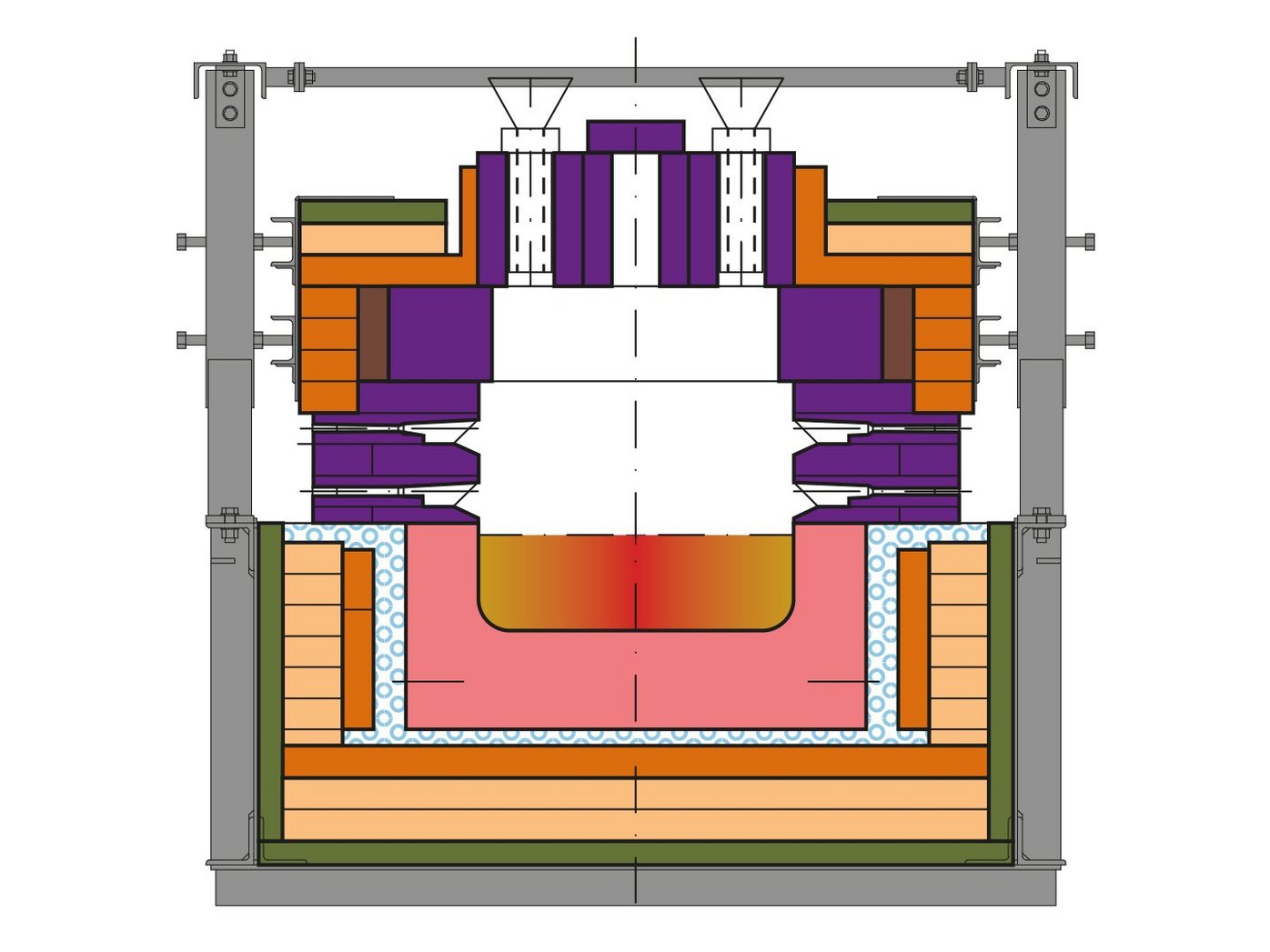
The function of the stirrer zone is to mix the molten colouring agent with flint glass. For this purpose the roof of this zone has several openings through which ceramic stirrers are installed.
The number of stirrers and stirrer rows depends on the type of colours, intended colour homogeneity, total pull and length of the forehearth. A certain amount of residence time has to be considered in this zone.
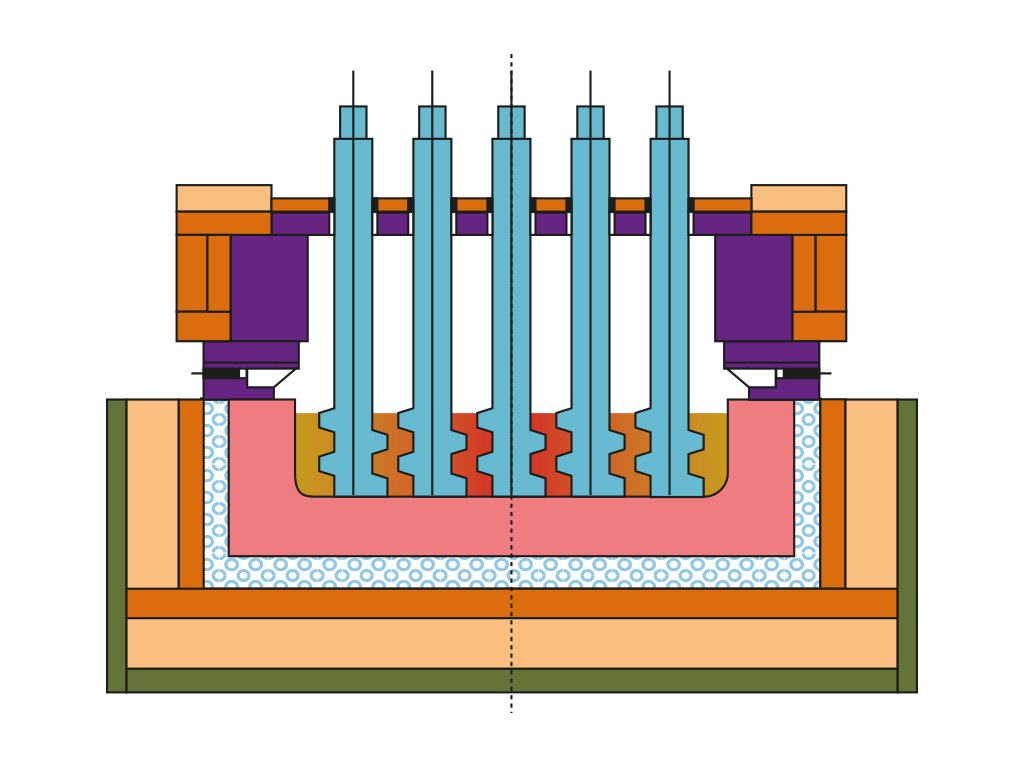
The first zone after the stirrer zone is constructed as the cooling zone. Due to the higher temperature required for melting and stirring, the glass has to be cooled and conditioned for the forming process. Cooling facilities such as radiation openings and/or cooling air channels in the roof are applied according to the type of forehearth such as the GCS® Series 200 or 301-advanced. Cooling zones are designed individually depending on the articles being produced and the type of colouring agents.


The equalising zone, which is part of the colouring forehearth, ensures the final conditioning for the forming process. An additional stirring system is advantageous for temperature homogeneity. The openings in the superstructure for the stirrers are planned during engineering.

Frits of colouring concentrate (colouring products) are used for the colouring process. Copper, chrome, nickel, selenium, cobalt and other elements can be used to produce an entire range of colours.

A stirrer unit consists of several stirrers, coupler bearings and a chain drive as well as cooling equipment for drives and couplers.

The lambda control is an optional tool which ensures constant oxygen content in the gas/air mixture.