In the current situation of global warming and, for large parts of the world, the uncertain security of supply and rising costs for fossil fuels, a general interest in the reduction of CO2 is growing in the glass industry. While the direct substitution with hydrogen or bio-gas makes sense in some applications, it often struggles with efficiency, not (yet) existing infrastructure and uncertain availability. An increased use in electric power is another way to go. Starting from a fully fossil furnace, the incorporation of boosting is the first step in this direction. Hybrid concepts with an electric share ranging from 20% to 80% seem like logic follow-up steps.
But why not make a full transition towards electric energy? All-electric glass furnaces are anything but a brand new invention. There is a rich history in melting glass only with electricity. Nowadays, it is mostly utilised for high quality and speciality glass. For container glass production known disadvantages like a limited maximum pull (< 200to/d), restrictions regarding flexibility and cullet and a short lifetime prevent the all-electric furnace from gaining more traction for glass producers.
HORN is developing concepts to move the barriers for the first two topics to make all-electric melting a more interesting solution. In addition, a modular system in the build-up of the furnace reduces costs for rebuilding the furnace after a lifetime and also for increasing the maximum pull rate for a second runtime.
Upscaling
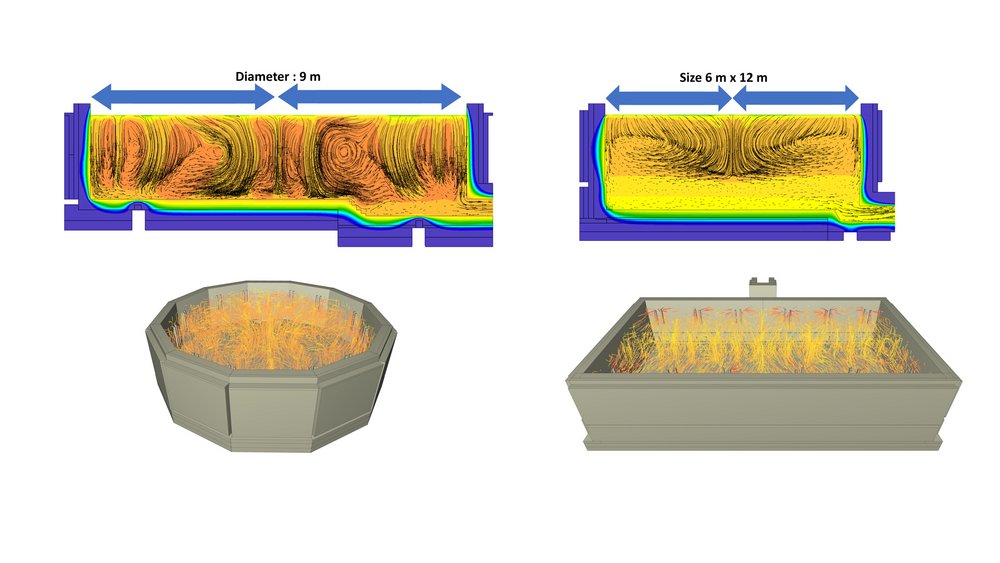
The most used shape for all-electric furnaces is round (octagonal or dodecagonal) with the electrodes positioned near the side faces. To stay in this shape, an increase of the maximum pull from 60 to/d to 200 to/d would mean a change in the diameter from ca. 5 to ca. 9 m, which would almost double the distance between the electrodes, which are the main sources for convection in the furnace.
As a result of the increased distance, large, unstable convection ‘loops’ inside the melt emerge. Subsequently, the melting process is harder to control, which is why such large round furnaces have shown substantial problems in the past.
By switching from a round geometry to a rectangular (6 x 12 m) one, the critical distance is now determined by the shorter side and therefore strongly reduced. The convection loops get smaller and the process is easier to control.
Flexibility
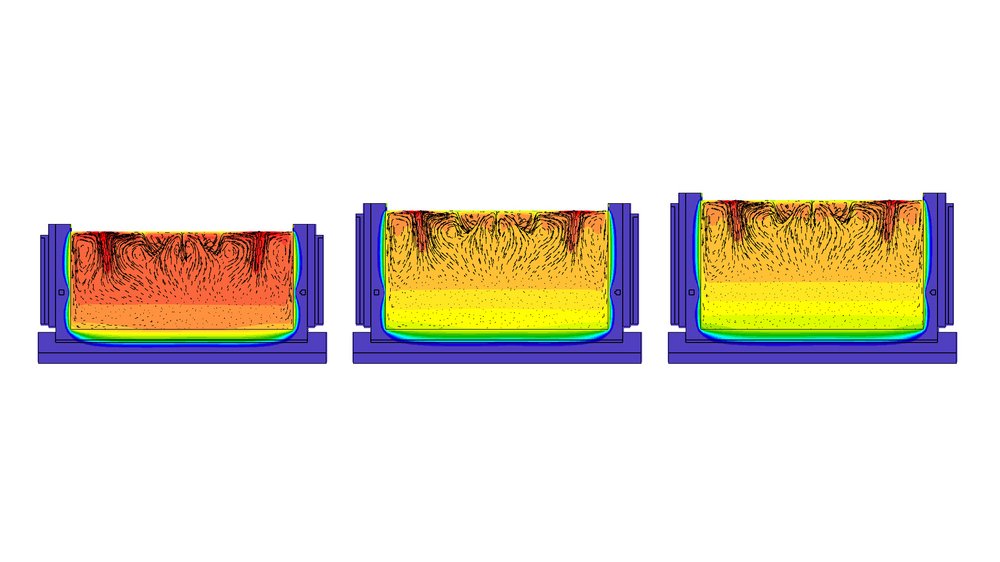
The culprit in flexibility on all electric furnaces, be it regarding pull rate or cullet fraction, is the batch layer. For the cold-top melting described here, the layer is covering the entire surface of the glass melt. Therefore, it behaves as an insulator and lowers the heat loss to the surrounding.
If the temperature of the glass melt is too high, the batch melts too fast and the layers starts to diminish. This results in unstable behaviour and a high heat loss. If the temperature is too low, there is not enough energy to melt up the batch and refine the glass sufficiently. Additionally the thickness of the batch layer increases. A loss of permeability for the developing gases can lead to ‘gas cushions’ beneath the glass and batch, and prevent proper heat flux.
To generate more leeway, HORN is increasing the depth of the furnace. Thereby the residence time of the glass is higher and the temperature needed for sufficient quality can be decreased. This facilitates the process and provides more flexibility regarding the cullet fraction as well as for the pull-rate.
Modular geometry
After the furnace is nearing the end of its lifetime, it has to be rebuilt. While components like the throat and the walls in the vicinity of the electrodes normally show a lot of wear, others like the superstructure and (for furnaces with mainly top or horizontal electrodes active) often the bottom too can be reused. With the rectangular shape, the furnace can easily be divided into modules consisting of four pairs of electrodes (or triples, depending on size).
This can be seen for example in Fig. 1, where the furnace consists of three of these modules. If the glass producer is interested in increasing the maximum pull for the rebuild, it is very much possible to add one or two of these modules for the next cycle of the furnace.
With the lifetime of an all-electric furnace from four to six years, this allows for a flexible increase without needing to build a new furnace from scratch.
These features should help to mitigate the known disadvantages of all-electric furnaces for container glass production and focus more on the advantages of this technology (higher energy efficiency, lower emissions, etc.).
With that in mind, all-electric melting can be an important part in reducing the dependency on fossil fuel and the CO2 footprint, while making the production of glass even more eco-friendly.